Screenprinting has its origins in simple stencilling, most notably of the Japanese form (katazome) user who cut banana leaves and inserted ink through the design holes on textiles, mostly for clothing. This was taken up in France. The modern screenprinting process originated from patents taken out by Samuel Simon in 1907 in England. This idea was then adopted in San Francisco, California, by John Pilsworth in 1914 who used screenprinting to form multicolor prints in a subtractive mode, differing from screenprinting as it is done today.https://en.wikipedia.org/wiki/History_of_printing
Screen printing is a common printing method used in daily life, applied to food, clothing, housing, transportation, and everyday consumer goods. For example, the designs and text on T-shirts may also be printed using screen printing. The printing principle of screen printing is as follows: the printing surface of the substrate is about 1-2mm below the screen. Ink is applied to the mesh fabric using a squeegee, which presses the mesh fabric downwards onto the substrate, pushing and scraping the ink through the gaps between the mesh fibers and adhering it to the substrate. Basic screen printing materials include: a frame (wood or aluminum), mesh fabric (commonly made of polyester or nylon, but also high-tensile steel wire mesh for more precise printing), and photosensitive emulsion (its main function is to block the gaps between the mesh fibers). During the printing process, the photosensitive emulsion is washed away from the gaps where there are designs or text on the screen; otherwise, it is retained. After curing under ultraviolet light, the photosensitive emulsion is resistant to solvent washing. The screen frame and screen fabric are bonded together using a strong adhesive. Before bonding, a tensioner is needed to stretch the screen fabric to the appropriate tension in Newtons, as the fabric will shrink after stretching. Typically, the tension is increased by 1-2 Newtons during production.
Screen printing methods include simpler methods like using a hand-printing table, and more specialized screen printing machines. The quality of hand printing depends entirely on the printer's feel; the material, shape, and size of the printed content, as well as the depth of the squeegee application, all affect the printing result. Using a screen printing machine produces more consistent printing results. Screen printing machines also come in different sizes, are controlled by cylinders or servo motors, and their left-right or up-down travel uses either cylindrical rods or linear guides, resulting in slightly different levels of precision. (Original manuscript)
)
Screen printing relies on physical compression to transfer ink through a mesh onto a substrate.
Off-Contact Distance: Before printing, the mesh (screen surface) is held at a slight clearance of about 1–2 mm above the substrate.
Mechanical Action: The squeegee descends and sweeps horizontally, pressing the mesh fabric down onto the substrate surface. Simultaneously, it forces and scrapes the ink through the openings between the mesh fibers, adhering it precisely to the object.
A screen printing setup consists of four integrated core components:
| Component | Material Specifications & Technical Parameters |
| Frame | Common materials: Wood or Aluminum Alloy (aluminum frames are preferred in automated machinery to maintain structural rigidity). |
| Mesh Fabric | * Standard Applications: Polyester (Tetoron) or Nylon. * High-Precision Applications: High-tensile steel wire mesh (minimal deformation, ideal for fine lines or precision electronics). |
| Photosensitive Emulsion | * Function: Coated onto the mesh to block areas where no ink should pass. * Stencil Logic: Emulsion is washed away in the design/text areas (becoming permeable) and retained elsewhere. * Durability: Once cured under ultraviolet (UV) light, the emulsion becomes highly resistant to solvent washing. |
| Mesh Tension | * The mesh fabric and frame are bonded together using a heavy-duty adhesive. * Prior to bonding, a pneumatic or mechanical tensioner stretches the fabric to a specified tension in Newtons (N). * Compensation Mechanism: Because the fabric naturally undergoes physical relaxation and shrinkage after stretching, tension is typically over-indexed by 1–2 Newtons during production. |
The choice of equipment directly dictates the repeatability and precision of the print run:
Operational Characteristics: Depends entirely on the operator's "feel" and muscle memory.
Variables: Print quality is highly susceptible to variations in the substrate material, shape, artwork size, and the depth/force applied by the operator to the squeegee, leading to lower consistency.
Advantage: Delivers highly consistent results as all motion parameters can be tightly regulated and replicated.
Hardware Architecture (Determining Machine Precision):
[Drive Systems] ──┬─ Cylinder-Driven ───→ Basic speed control, cost-effective.
└─ Servo Motor ──────→ Precise stroke, speed, and force control (High-end).
[Guide Systems] ──┬─ Cylindrical Rods ──→ Standard support, suitable for general precision.
└─ Linear Guides ─────→ High rigidity, minimal play, ideal for high-precPad printing is a type of gravure printing. It involves etching or laser engraving the desired content (text or images) onto a steel or resin plate. The etching depth is typically between 10µm and 30µm.
How is the ink applied to the etched content? There are basically two methods:
One is the traditional ink tray method. The steel plate is placed inside the ink tray and secured with screws on both sides. A brush ramp is located at the back of the steel plate. The brush is used to push the ink from behind the ramp forward, completely covering the steel plate. At this point, the surface of the steel plate is covered with ink, and the etched content is not visible. How is the ink on the steel plate scraped off, leaving the ink from the etched content? Using a squeegee blade, when the entire surface of the steel plate is covered with ink, the squeegee assembly stops at the front and prepares to descend. The squeegee descends, its blade pressed against the surface of the steel plate, and scrapes backward, carrying away excess ink and leaving the ink from the etched content.
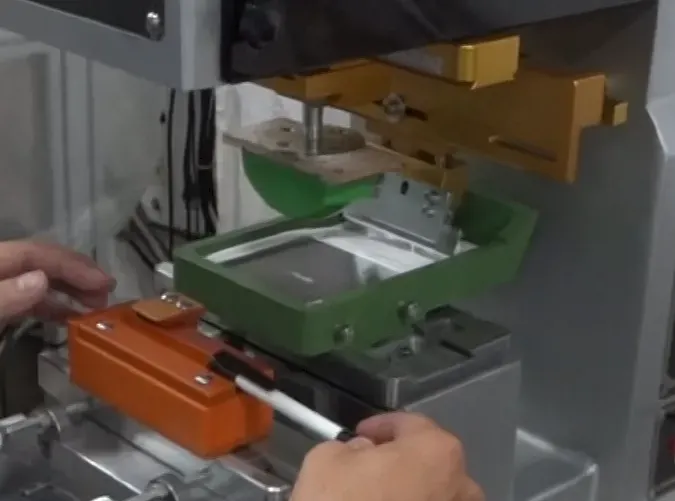
The second method uses an ink cup. The ink cup is like a cup filled halfway with ink, inverted and placed on a steel plate. The rim of the ink cup has sharp blades (made of either tungsten steel or ceramic). The ink cup moves back and forth on the steel plate. When it moves forward, the ink covers the etched content, and due to gravity, the ink fills the etched area. When the ink cup moves backward, the blades carry away any excess ink, leaving only the ink from the etched content.
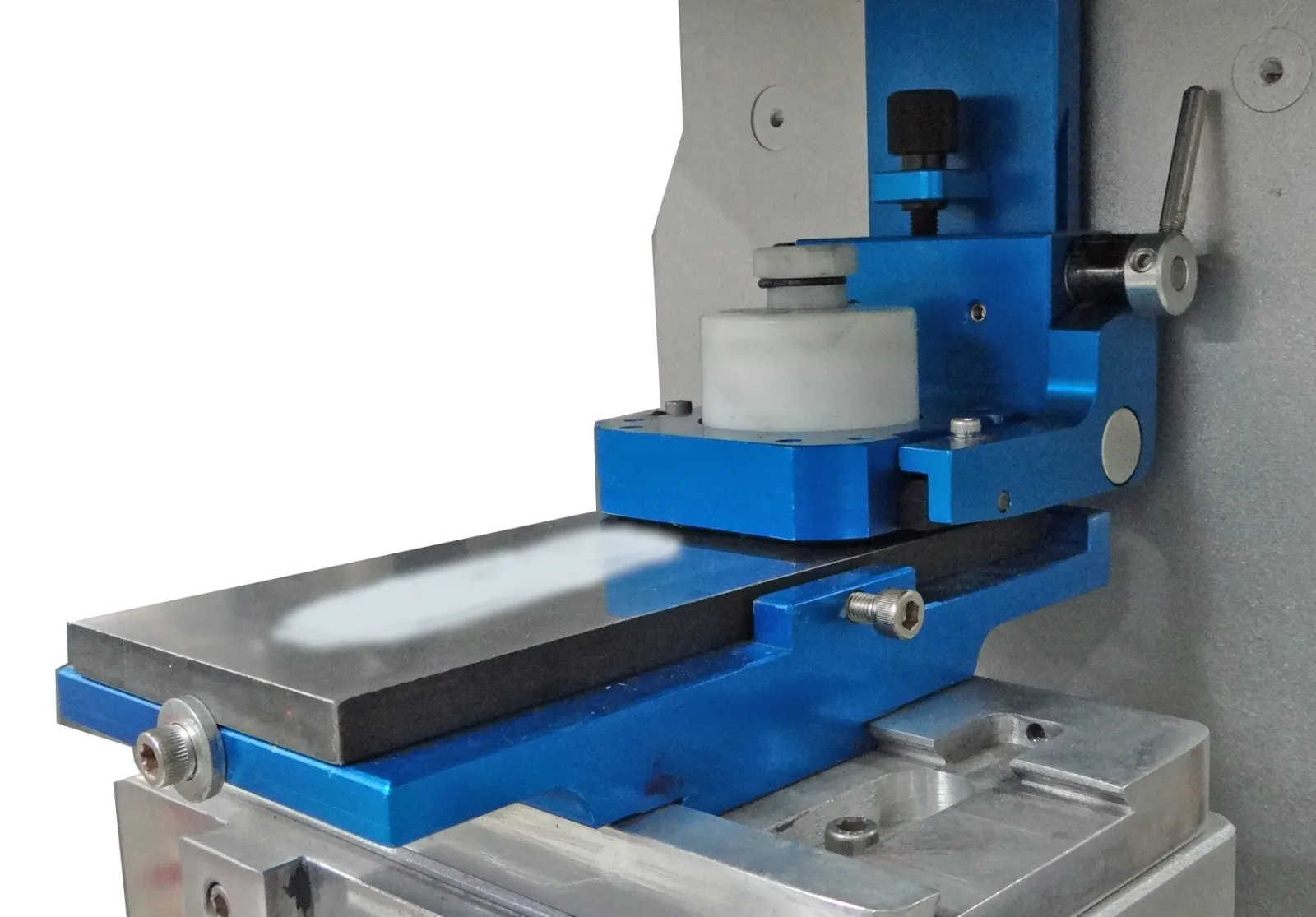
How is the ink transferred from the steel plate to the workpiece? Pad printing uses a silicone rubber material shaped like a hemispherical or elongated strip, generally called a pad. The pad first presses against the etched content on the steel plate, picking up the ink. After moving to a designated point, it presses down to transfer the ink onto the workpiece, forming a transfer. This is the printing principle of pad printing.
At its heart, pad printing relies on physical depth to hold an image.
Plate Material: Steel or resin plate.
Imaging Method: Chemical etching or laser engraving.
Crucial Specification: The engraving depth must be held tightly between 10um~30um
Engineering Note: If the depth is less than 10um, the ink layer will be too thin and lack opacity. If it exceeds 30um, the ink won't transfer cleanly from the plate or will distort/smudge on the workpiece.
The mechanical execution of how ink is flooded and scraped determines the sequence of your pneumatic or servo actuators.
[Open Ink Tray System] [Closed Ink Cup System]
(Separate Actuators) (Unified Actuator)
1. Brush moves Forward 1. Cup moves Forward
(Floods Plate) (Floods via Gravity)
2. Squeegee drops & moves Back 2. Cup moves Backward
(Scrapes Surface) (Ring Blades Scrape Surface)
This uses independent, alternating mechanical components.
The Flood: A brush pushes ink forward from a rear ramp, completely submerging the plate surface and filling the etched grooves.
The Scrape: A squeegee blade assembly descends at the front, presses firmly against the steel plate, and sweeps backward. It shears away all surface ink, leaving it only inside the etched $10\mu m \sim 30\mu m$ pockets.
This combines flooding and scraping into a single inverted cup assembly.
The Cup: Inverted over the plate and filled halfway ($1/2$) with ink.
The Ring Blade: The cup rim features a highly precision-ground doctor ring made of tungsten steel or ceramic.
The Cycle: As the cup cycles forward, gravity forces ink into the etched pockets. As the cup cycles backward, the leading edge of the sharp doctor ring wipes the flat surface of the plate perfectly clean in a single pass.
Once the plate is wiped clean, the pick-and-place transfer occurs via a specialized silicone rubber pad (usually hemispherical or an elongated bar).
Pick-up: The pad descends vertically onto the inked plate, compressing slightly to lift the ink out of the etched grooves.
Traverse: The pad lifts and travels horizontally to a designated target coordinate above the workpiece.
Deposition: The pad descends onto the workpiece, conforming to its shape (whether flat, curved, or irregular) and cleanly shedding the ink onto the product surface.
When preparing to print on a new product's casing, the choice between Pad Printing and Screen Printing can be determined by evaluating the following key factors:
Irregular Shapes / Small Objects: Choose Pad Printing.
It uses an elastic silicone pad as the transfer medium, acting like a stamp. The elasticity allows the pad to conform to contours, curves, and crests, completely transferring the graphics onto irregular surfaces.
Large Flat Surfaces / Cylindrical Objects: Choose Screen Printing.
Screen printing is highly suitable for large flat areas or uniform curved surfaces like tubes and bottles.
Small Flat Surfaces (Graphic diameter under $4\text{ cm}$): Both are applicable.
Ink Film Thickness (Opacity & Durability):
Screen Printing: Produces a thicker ink layer (typically $8\text{–}20\ \mu\text{m}$), providing rich color saturation, excellent opacity (e.g., printing crisp white on a black casing), and superior scratch/wear resistance.
Pad Printing: Produces a thinner ink layer (typically $2\text{–}4\ \mu\text{m}$). If the printed area is subject to frequent finger friction (like buttons), an additional protective top coat is often required.
Edge Definition and Sharpness:
Pad Printing: Offers straighter, smoother, and cleaner graphic edges, making it ideal for fine lines and small text.
Screen Printing: Due to the interlacing warp and weft threads of the mesh fabric, graphic edges may exhibit a jagged (sawtooth) effect depending on the artwork's angle and position on the screen.
Common Defects:
Pad Printing: Poor air venting when the pad presses onto the cliché (steel plate) can entrap air, causing tiny pinholes on the edges of the graphics, commonly known as "air pockets" (or "trapped air").
Solution: Using a more tapered pad shape (conical or torpedo-shaped) and slowing down the compression speed can help push the air outward and eliminate this issue.
Pad Printing: Excellent for multi-color continuous printing. Many pad printing machines feature rotary tables or conveyor systems that allow 2 to 4 colors to be registered rapidly and precisely in a single run.
Screen Printing: Typically requires printing one color, drying it, and then aligning the product to print the next. Multi-color registration on large or cylindrical surfaces increases difficulty and defect rates.
Plate Costs: Generally, Pad Printing tooling (steel/photopolymer clichés) costs more than Screen Printing frames (mesh stencils).
Surface Pre-treatment: Plastics with low surface energy (such as PP, PE, or POM) require pre-treatment (e.g., Flame treatment, Corona treatment, or applying a Primer) prior to either printing method, or the ink will scratch off easily.
| Evaluation Item | Lean Toward 【Pad Printing】 | Lean Toward 【Screen Printing】 |
| 1. Surface Geometry | Curved, irregular, recessed, or stepped surfaces. | Strictly flat surfaces or uniform cylindrical shapes. |
| 2. Graphic Dimensions | Small logos, extremely fine lines, multi-color small details. | Large coverage, full-wrap graphics, bold lines/text. |
| 3. Ink Requirements | Standard clarity is enough; film thickness is not a priority. | High opacity needed (e.g., white on black); high wear resistance required. |
| 4. Budget Focus | Higher tooling cost; best for complex shapes. |
Yes, they can! Pad printing is commonly used for printing on small objects with irregular surfaces. It is suitable for spherical objects, recessed areas on trays or plates, and other small flat surfaces. Common applications include golf balls, stationery, sports equipment, medical devices, mobile phone buttons, toys, computer and 3C products, food packaging, and electronic components.
Incomplete ink scraping is caused by various factors involving the ink, doctor cup, and steel plate. Please refer to the following guide to troubleshoot and resolve the issue:
1. Ink Conditions (Viscosity Issues)
Cause: The ink is too dry or too thick (high viscosity). As the doctor cup moves back and forth, the thick ink leaves a thin film on the steel plate that cannot be scraped clean.
Solution: Add an appropriate amount of solvent (medium-dry thinner) to the ink and mix thoroughly.
2. Doctor Ring / Carbide Ring (Wear and Tear)
Cause: The doctor ring is worn out, chipped, or damaged. It has lost the sharpness required to cleanly scrape the ink off the steel plate.
Solution: Replace the doctor ring. (Note: Replacing the ring requires specialized tools; you may send the cup back to our company for service.)
3. Cup Assembly / Magnetic Attraction (Insufficent Pressure)
Cause: Insufficient magnetic suction of the cup pad/holder. The doctor cup relies on magnetic force to hold tightly against the steel plate. Any variance in the distance between the holder and the plate will affect suction; if the magnetic pull is too weak, the doctor ring cannot seat firmly against the plate, leading to poor scraping.
Troubleshooting & Solutions:
a. Check the Cup Body: Inspect the doctor cup body for any signs of deformation or warping.
b. Check the O-Ring: Check if the rubber O-ring on the doctor ring has excessively swollen due to solvent absorption.
c. Check the Magnets: Verify if the magnetic force has deteriorated (low probability).
Action: If any of the above conditions are found, please replace the corresponding parts.
4. Steel Plate Placement (Improper Installation)
Cause: The steel plate is not properly or flatly seated on the plate base.
Solution: When securing the steel plate, press down flatly on it with your hand before tightening the locking screws.
5. Steel Plate / Cliche (Flatness Issues)
Cause: The steel plate is warped, distorted, or uneven.
Solution: Regrind and mirror-finish the steel plate, or replace it with a new one.
Yes, they can! Pad printing is commonly used for printing on small objects with irregular surfaces. It is suitable for spherical objects, recessed areas on trays or plates, and other small flat surfaces. Common applications include golf balls, stationery, sports equipment, medical devices, mobile phone buttons, toys, computer and 3C products, food packaging, and electronic components.